












车床装配流程?
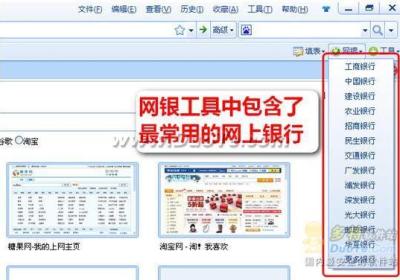
1、预先装配主轴箱、十字拖板(各公司叫发估计不一样,就是安装刀塔的那一块);
2、安装光机,也就是把预先安装好了的主轴箱和十字托板安装在床身上,再安装尾座,并按照机床精度单校准好各项精度,这一步影响机床整个精度,非常重要,3、安装一些防护钣金,电柜,液压,气动部分,4、连接电缆线,5、调试机床的所有功能6、机床运行时间长了会发热,发热精度会变化,所以要模拟加工热机,并按照精度单检查机床各项精度,7、用特殊仪器(一般是激光测量)检查机床定位精度和重复定位精度8、按照设计的方案试切削几个零件,检验机床切削精度9、检验机床试切削后机床精度是否有变化(一般样机检查,后续装配不需要)10、检查机床是否漏水11、模拟加工连续运行48小时,看看是否有报警,基本分这几步,可以根据车床的设计变更基础零部件安装的步骤
,第1张")
通用数控车床装配工艺流程:
,第2张")
一、Z向丝杠的安装安装前托架,清理前托架的接触面,根据丝杠到挂角(测量计算好挂角的安装位置)的长度及丝杠距导轨面的高度(各型号略有差定前托架的安装位置。以一点定面,装入工装打下母线(和导轨的平行度0.015MM以)来确定其它三个安装孔的位置,然后再打侧母线来确定前托架与床身的平行度(0.015MM以)。接触面需通过处理方可达到标准要求才能定销。同时应测量好轴承箱深度与轴承及压盖之间的有效间距应保证到0.50MM以上,以便给压盖起到调节作用。置好的)安装在丝杠上并加衬套,并帽锁紧后装入前托架轴承箱里。把挂角工装装入挂角后装入丝杠另一端,再打下母线来确定挂角触面需处理,通过磨挂角面可解决,磨床磨挂角面的数值大约是测量值X2-测量值的1/4左右,具体要看实际型号。应注意Z向螺母座需提前装入有的是在丝杠装入前托架前就需装入。转动丝杠,手感应轻松均匀,定位好后方可装入挂角轴承定销。在导轨上,并压块锁紧,打表测四个角的抬动应小于0.01MM,摆动小于0.01MM。先确定好z向的行程位置,然后装中托架,应以自然定位为好,中托架与z向螺母座螺丝锁紧后,先打侧母线确定好中托架与大托板的螺丝孔位。加工好中托架后先打侧母线调节中托架与床身的平行度,然后打下母线调节中托架与螺母座的位置(与导轨的平行度)。标准应在0.02MM以。
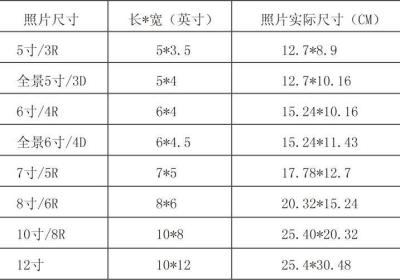
,第3张")
二、X向丝杠的安装:中托板的安装,将中托板上的刀架孔位定好,测量计算出螺母座孔位,孔距为34MM,孔位的确定应根据不同型号机床要求的向的最大行程和过中心来确定,以及X向丝杠箱槽的中心点来确定坐标,螺母四孔的中心点在所有孔位加工清理好后将中托板装在大托板上,调节好镶条,手感滑动阻力均匀。